
À l’ère des fausses nouvelles, il est souvent difficile de déterminer la vérité. Sans regarder les détails, les titres peuvent être déformés pour orienter le public vers une conclusion particulière. Tout le monde peut parfois être coupable de cela dans une certaine mesure, en fonction de son parti pris et de son point de vue. Le problème ne se pose que lorsque les faits sont déformés de manière flagrante pour induire les gens en erreur.
Dans un blog précédent, j’ai évoqué la perception populaire selon laquelle les scanners laser terrestres ne produisent rien de plus que de « jolies images » lorsqu’on envisage leur utilisation pour déterminer la conformité aux spécifications de planéité des sols. J’ai expliqué qu’en utilisant un équipement approprié dans un processus étroitement contrôlé, il est possible de collecter des données d’une qualité suffisamment élevée pour produire des cartes HD de la surface. Ces cartes peuvent ensuite être utilisées pour déterminer la conformité aux spécifications. Dans cet article, je vais démontrer, à l’aide de données concrètes, ce qui peut être et est réalisé par Floor Dynamics sur une base quotidienne.
Si vous mesurez quelque chose en utilisant deux méthodes différentes et obtenez des réponses différentes, laquelle est correcte ? Ou bien les deux sont-elles fausses ? La réalité est que toutes les mesures présentent un certain degré de variation dans la répétabilité, même en utilisant le même équipement et la même méthodologie. Cette variance est définie comme l’incertitude, qui est une expression de la dispersion statistique des résultats. Il s’agit d’un sujet complexe et, pour les besoins de cet article, nous accepterons que pour quantifier la qualité d’une mesure, il faut la comparer à une norme de précision convenue.
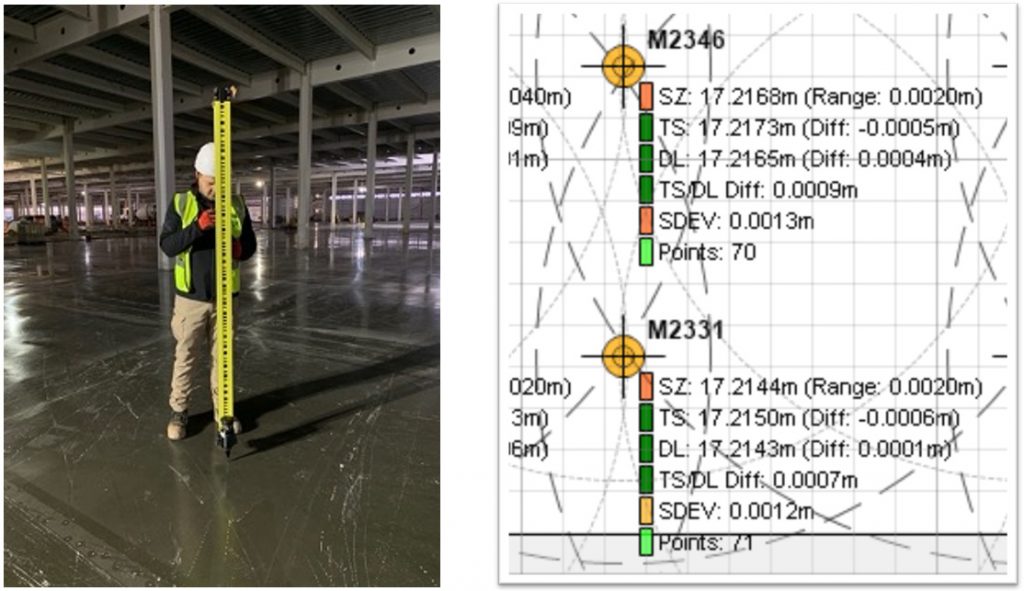
Le processus de Floor Dynamics pour la production de cartes HD utilise plusieurs instruments pour garantir la qualité des données. La figure 1 montre un extrait d’un rapport de contrôle de la qualité, comparant la valeur d’un point donné collecté à l’aide d’un TSL de qualité technique avec compensateur à deux axes, d’une station totale de 0,5″ et d’un niveau numérique avec bâton invar de haute précision.
Les positions du scanner laser sont déterminées de manière à ce que suffisamment de données puissent être collectées sous son angle mort, à partir d’emplacements qui se chevauchent. L’enregistrement précis de ces scans individuels dans le réseau de contrôle est vital. Tout problème d’enregistrement sera immédiatement apparent lors de la visualisation des données dans ces zones mortes.
Alors que les processus de Floor Dynamics permettent de valider des points discrets, nous avons récemment eu l’occasion de participer à un programme de test entrepris par la BCTA au Building Performance Hub de High Wycombe.
Hexagon, le fabricant des instruments Leica, a été invité à effectuer un relevé indépendant d’une surface de plancher de 25 x 1,5 m à l’aide de laser trackers de pointe. Un système de coordonnées a été établi à l’aide d’un ATS960 et une zone de référence a été mesurée avec l’ATS960 et un T-Scan 5. La totalité de la surface du panneau d’essai a ensuite été mesurée avec un laser tracker ATS600 et comparée à la zone de référence. Une grille de niveaux de 50 x 50 mm a été produite, ce qui donne un total de 15 000 points discrets. La figure 2 montre une carte d’élévation colorée, souvent appelée carte thermique, des données. Le rouge correspond à un niveau élevé. Le bleu correspond à un niveau faible.

Hexagon cite l’ATS600 comme ayant un balayage direct garanti jusqu’à une distance de 60 mètres avec une précision de qualité métrologique de 300 microns (en utilisant des SMR). Pour comparer, Floor Dynamics a sondé le panneau testé à l’aide d’un Leica P40 à 4 positions. Cela a permis d’obtenir 10,5 millions de points lidar qui ont ensuite été traités par notre logiciel PellegoTM pour produire une grille équivalente de niveaux de 50 x 50 mm, dont les résultats sont présentés à la figure 3.

À première vue, ces cartes d’élévation ne sont pas loin d’être identiques. En fait, l’utilisation d’autres scanners et de processus plus simples a donné des cartes d’apparence similaire. Afin de voir toute différence, les données brutes de PellegoTM ont été soustraites des données de l’ATS600 pour obtenir une carte différentielle de la valeur Z (hauteur), illustrée à la fig.4.

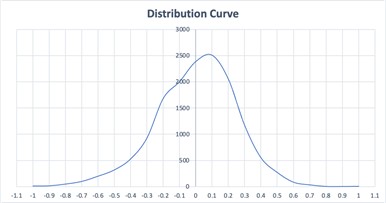
En analysant les 15 000 points individuels les uns par rapport aux autres, on obtient l’écart suivant, qui se rapproche de 1, 2 et 3 s:
La dalle de référence avait des caractéristiques spécifiques gravées dans la surface, afin de tester davantage le relevé. Le profil de surface 3D produit à partir de l’ensemble des données PellegoTM, illustré à la figure 5, permet de visualiser les contours beaucoup plus facilement qu’une carte thermique. En outre, vous pouvez distinguer les anneaux caractéristiques des quatre positions du scanner. Le plus visible, à gauche de l’image, est de +0,3 mm et se situe bien dans l’incertitude de 0,8 mm indiquée.

L’ensemble des données de l’enquête a ensuite été traité par PellegoTM pour déterminer la conformité aux spécifications. La figure 6 montre l’emplacement des erreurs qui se situent en dehors d’un taux de changement de courbure de 6 mm entre deux paires de points consécutifs, distants de 300 mm. Bien que calculée selon une spécification personnalisée, c’est essentiellement ce que nous mesurons avec la propriété F de TR34 ou la propriété Ff de ASTM1155. La beauté de ces cartes haute définition est que nous pouvons calculer non seulement le long de la grille mais aussi perpendiculairement à la grille, sur toute la surface. Les couleurs représentent la gravité de l’erreur.
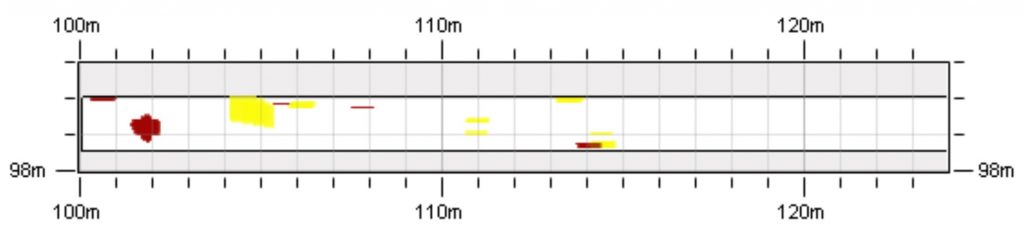

Il est intéressant de noter que les deux cercles situés à droite de l’image n’apparaissent pas comme une erreur. Ceci a été calculé manuellement et vérifié par inspection directe pour confirmer. Tous les résultats montrent que cette zone est tout juste conforme aux spécifications.
Ce programme d’essai, associé aux données d’assurance qualité croisées sur chaque projet étudié, démontre que l’incertitude de <0,8 mm annoncée par Floor Dynamics n’est pas fabriquée. La méthodologie est à la fois robuste et fiable et ne donne pas lieu à de nombreuses fausses erreurs positives ou négatives. Il y a toutefois une mise en garde. Comme le montrent les images 3D, ce processus consiste essentiellement à photographier la surface entière, y compris tout ce qui s’y trouve. Le sol doit être propre au moment de la numérisation. Les déchets, les tas de saletés, etc., seront tous inclus et, par conséquent, peuvent entraîner des faux positifs (erreurs qui n’existent pas en réalité). Les obstacles plus importants peuvent être éliminés pendant le traitement, mais il n’y a alors aucune donnée en dessous. Les meilleures pratiques imposent le nettoyage.
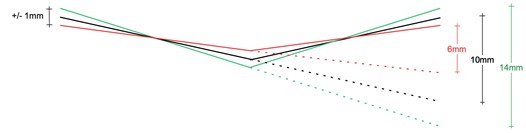
J’ai lu et entendu beaucoup de critiques et d’alarmisme à propos de l’incertitude des méthodologies telles que celles utilisées par Floor Dynamics, notamment par rapport à d’autres méthodes de mesure. Si une incertitude de 0,8 mm est citée, alors il doit sûrement y avoir un effet composé lors de la mesure des erreurs de taux de changement. Après tout, il y a 3 points distincts utilisés dans le calcul ». Théoriquement, cet argument est valable. Des données de scanner laser non traitées, sélectionnant des points lidar individuels, pourraient donner lieu à de tels problèmes. Les scanners laser ont une signature de bruit et une tolérance en termes de position 3D, de précision horizontale et verticale. En prenant environ 200 lectures individuelles dans une cellule de 50 x 50 mm, nous pouvons calculer la distribution des données. La comparaison de la valeur Z attribuée à la cellule avec un autre instrument dont l’incertitude est inférieure permet de déterminer tout biais dans la mesure ou l’enregistrement. La figure 7 montre l’impact cumulatif possible de l’incertitude des valeurs Z individuelles lorsqu’il s’agit de calculer une erreur de taux de variation (courbure). Dans cet exemple, les lignes noires représentent la limite de spécification de 10 mm. Les lignes rouges et vertes représentent le scénario le plus défavorable d’incertitudes composées de 1 mm. En théorie, un tel système pourrait signaler cette erreur comme étant de 6 mm (potentiellement un faux négatif) ou de 14 mm (potentiellement un faux positif).
Au cours du processus de compréhension des limites de la technologie de balayage laser terrestre, nous avons appris à connaître d’autres appareils de mesure utilisés pour le relevé des sols industriels. Une pièce d’équipement avec laquelle nous avons beaucoup d’expérience est le niveau électronique mobile, tel que le FACE Dipstick ou l’AXIOM 1155. Largement utilisés pour vérifier la conformité à plusieurs normes, ces appareils sont extrêmement précis pour mesurer la différence d’élévation entre deux points discrets, à savoir les pieds sur l’appareil, généralement espacés de 300 mm. Les fabricants citent des précisions de l’ordre de 0,0125 mm. Bien que ces appareils soient excellents, faciles et pratiques à utiliser, ils présentent des inconvénients. Tout d’abord, ils sont lents à utiliser. Cela limite la quantité de données qui peuvent être collectées de manière économique. Ils ne savent pas non plus où ils sont positionnés dans l’espace 3D et ne sont donc pas fiables pour rapporter une élévation absolue ou une référence à un point de référence. Les versions à rouleaux de ce type d’équipement, bien que beaucoup plus rapides à utiliser, peuvent avoir tendance à accumuler les erreurs sur la distance.
Lorsqu’il s’agit de mesurer selon des spécifications de mouvement définies, telles que le TR34 de la Concrete Society, les options sont très limitées. La spécification est rédigée de telle sorte que les relevés doivent être effectués tous les 50 mm le long de la voie des roues. Cela impose l’utilisation d’un profileur de sol roulant, plus connu sous le nom de profilographe. Comme le système Floor Dynamics enregistre des données tous les 50 mm, nous sommes désormais en mesure d’effectuer une comparaison directe avec ce type d’équipement. Il est important de souligner que, comme les scanners laser, tous les profilographes ne sont pas créés de la même manière.
Sur un projet récent, où les données de Floors Dynamics étaient remises en question, nous avons eu l’occasion de faire une comparaison directe. Bien qu’il ne s’agisse pas d’un test scientifique infaillible, les résultats sont intéressants. Il est possible de localiser avec une grande précision un emplacement sur une carte HD de Floor Dynamics. Cela peut être répété grâce à la connexion au réseau de contrôle établi. On ne peut pas dire avec autant de certitude qu’il est possible de savoir exactement où se trouve un passage de profilographe. Sur un échantillon de parcours de profilographe de 150 m de long, nous avons tracé une trace équivalente à partir de données qui se situaient à +/-100 mm de la position approximative du profilographe.
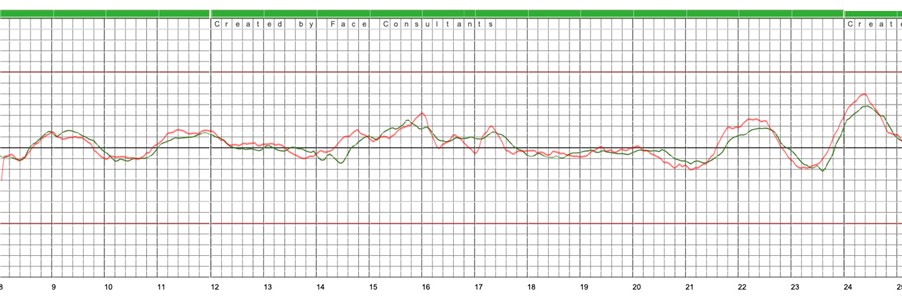
La figure 8 représente la différence d’élévation de roulement. La trace verte est issue du profilographe et la rouge, de PellegoTM. Si l’on considère que les traces ne proviennent pas nécessairement du même endroit et que les deux méthodologies comportent un certain degré d’incertitude, la corrélation est étonnamment bonne. Cependant, la fin du parcours, comme le montre la figure 9, est une histoire différente.
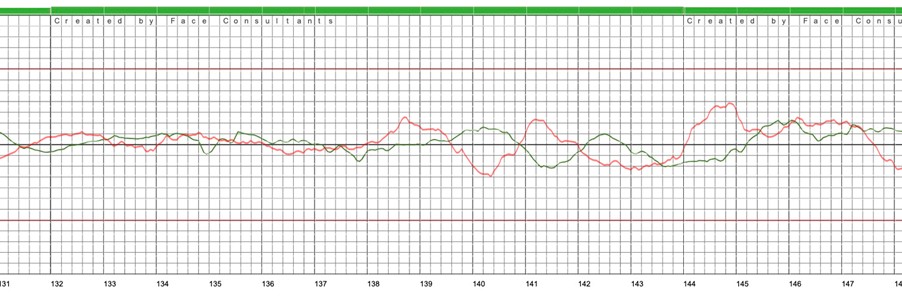
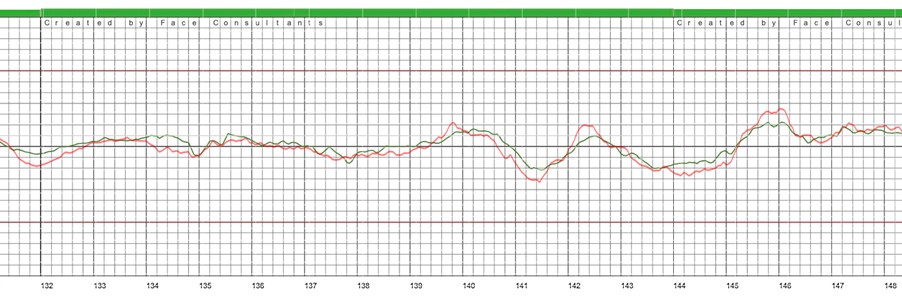
En étirant les données PellegoTM de 1,2 m sur l’axe X, les résultats sont à nouveau extrêmement proches (Fig 10.). Ce que cela suggère, c’est que le profilographe s’est déplacé de 1,2 m de plus sur 150m. Plusieurs facteurs peuvent expliquer cela. Si l’on met de côté le calibrage, ou même une accumulation mineure de matériau sur les roues, un dispositif roulant monte et descend une colline. Il se déplacera naturellement plus loin que s’il se trouvait sur une surface parfaitement plane. La grille de données produite par PellegoTM est sur un plan parfaitement horizontal. Cette erreur n’est pas forcément un problème si les données sont divisées en petites longueurs. Cela explique toutefois pourquoi il est impossible de faire correspondre deux tracés de profilographe si l’on mesure dans une direction puis que l’on inverse la direction pour prendre une deuxième série de données.
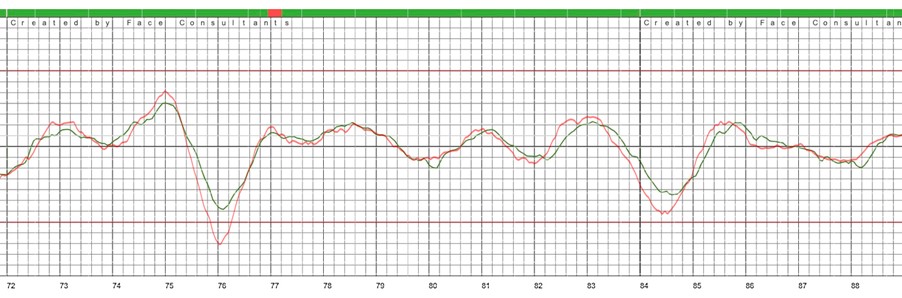
Le phénomène illustré à la figure 11 est un peu plus difficile à expliquer. Lorsqu’il y a très peu de changement d’élévation, par exemple une pente constante ou un plan plat, la concordance entre les deux ensembles de données est très élevée. Cependant, lorsqu’il y a un changement rapide d’élévation, que ce soit dans le sens positif ou négatif, il peut y avoir un écart significatif. Dans le pire des cas, le profilographe sous-estime l’erreur de plusieurs millimètres. Si le temps de réponse du capteur de pente est en cause, le fait de faire fonctionner le profilographe plus lentement devrait permettre de réduire ce problème.
Ce n’est pas la première fois que nous constatons une telle divergence. Lors de la construction de planchers à mouvement défini conformément à la norme TR34 DM1, sans disposer d’un profilographe sur le site, nos équipes produisent des rapports de qualité quotidiens à l’aide d’un Dipstick. Bien que cela soit conforme à la norme EN15620, qui est essentiellement la même spécification, la norme TR34 interdit l’utilisation d’une jauge car elle ne peut pas prendre des mesures tous les 50 mm. Invariablement, le relevé à l’aide de la jauge d’épaisseur donne de moins bons résultats qu’un relevé par profilographie effectué par une société de topographie tierce à la fin du projet.
Les causes de ce phénomène peuvent être multiples. L’explication la plus probable est le temps de réponse du capteur de pente. Avec un profileur de sol électronique à pied, l’opérateur doit s’arrêter pour permettre au capteur de pente de se stabiliser avant que la lecture puisse être enregistrée. Il se pourrait qu’avec un instrument roulant, tel qu’un profilographe, le capteur n’ait pas le temps d’atteindre sa valeur maximale avant de s’inverser. Dans ce cas, l’erreur serait sous-estimée. Il convient de souligner que les différents fabricants utilisent différents types de capteurs.
Tout en reconnaissant que j’ai un parti pris, j’ai essayé d’être objectif dans la rédaction de ce blog. Il existe une résistance naturelle à l’introduction d’une technologie perturbatrice. La seule façon de prendre une décision éclairée est de se baser sur des données. Plus le débat persiste, plus on découvre de détails. Non seulement sur la confirmation de la nouvelle technologie, mais aussi sur les limites des méthodes traditionnelles. En fin de compte, les données sont-elles capables de fournir des informations de qualité suffisante pour prendre des décisions ? Dans le monde des installations logistiques automatisées, Floor Dynamics démontre de plus en plus l’intérêt de cartographier l’ensemble de la surface du sol, et pas seulement de prendre un échantillon statistique. Pour les installations utilisant la robotique, des caractéristiques de surface de qualité constante sont nécessaires. Comprendre si et où une zone du sol a besoin d’un ponçage correctif nécessite une coopération étroite entre les différentes parties prenantes du processus de construction. La manière dont les données sont présentées et interprétées peut être source de confusion. L’endroit où se trouve une erreur n’est pas celui où il faut poncer. C’est un tout autre sujet que j’aborderai dans un prochain billet.
Andrew Keen
7th May 2021
Chief Services Office – RCR Industrial Flooring Group
We care about the protection of your data. Read our Privacy Policy.




